
 产品:75
产品:75

一般而言,当焊角高超过3mm时便要应用多层焊功能来满足工件的设计要求。多层焊的工件一般都存在加工精度误差、装卡精度误差,焊接中的热变形,工件的放置误差等原因,导致发生位置偏移。因此,按照同一轨迹焊接来保证焊接品质非常困难,为了解决这一问题,请使用始端检出及电弧跟踪功能。**层焊接时用电弧跟踪进行轨迹修正(COMARC功能)并记录修正轨迹,记忆后的轨迹用于第二层以后的焊接。
1.多层焊功能
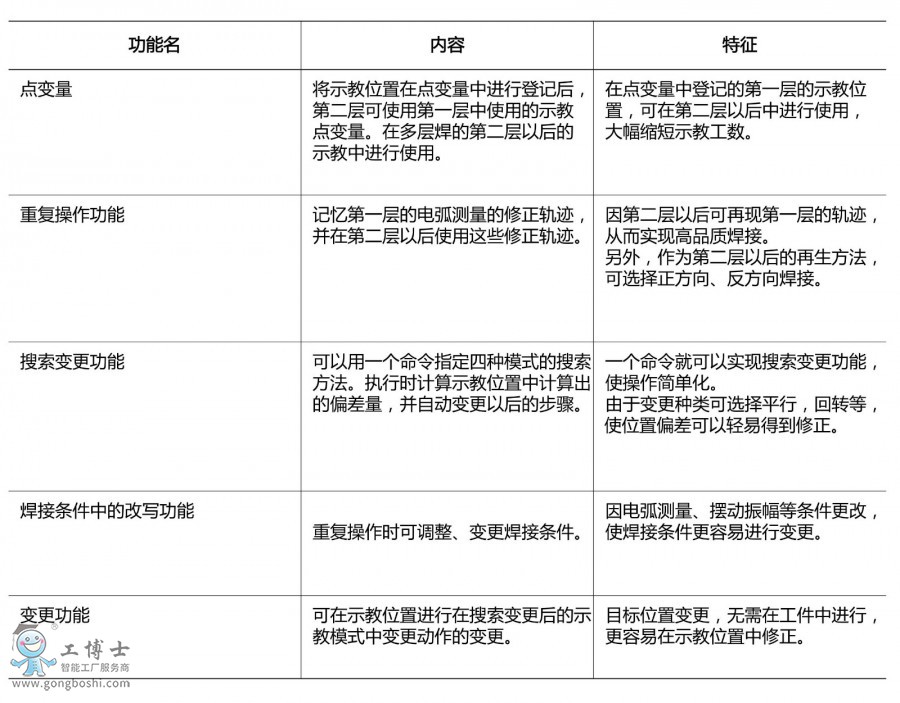
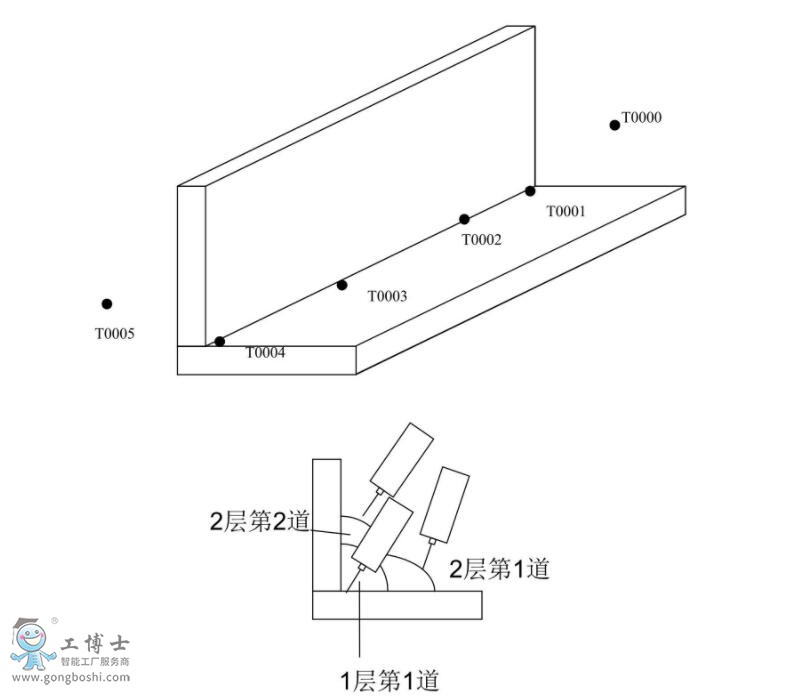
多层焊焊接程序的编写,只要对初层焊缝进行示教编程,然后填写决定焊接条件的关键因子(坡口角度、焊脚长、层数、道数等),则与之关联的多层焊程序群便会自动生成。可以同始端检出功能一起使用,当使用电弧跟踪时,可以并用始端检出功能以柔性适应加工误差和装卡误差在一定范围内的工件。2.多层焊功能的主要特征
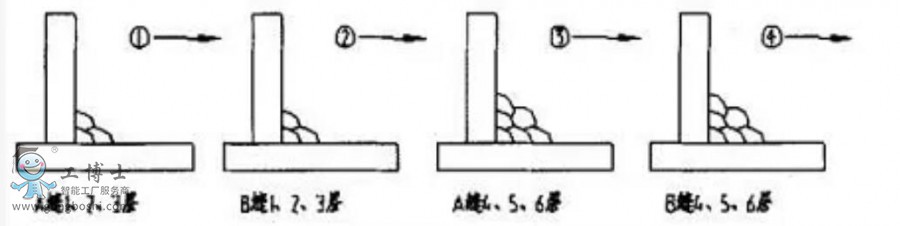
3.焊接顺序设定
各条焊缝的第二层之后的焊接顺序可以自由设定。如下图所示,先焊A缝的1、2、3层,再焊B缝的1、2、3层,然后再焊A缝的4、5、6层,*后焊B缝的4、5、6层。
更多请点击咨询:OTC焊接机器人
- 下一篇:OTC机器人编码器电池更换方法
- 上一篇:OTC机器人中厚板焊接功能:电弧跟踪功能